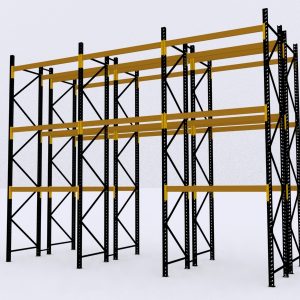
High-Density Drive-In Pallet Racking System for Forklifts
- System Design: High-density drive-in architecture, drastically reducing the need for multiple aisles to maximize your warehouse’s cubic storage space.
- Forklift Accessibility: Engineered to allow material handling equipment and forklifts to drive directly into the deep storage lanes.
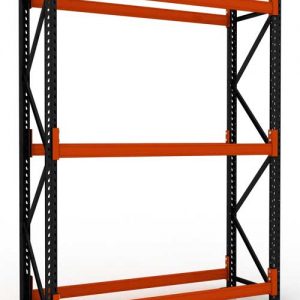
- Color & Construction: Robust blue upright frames paired with high-visibility yellow floor guides and top structural ties for enhanced safety.
- Inventory Flow: Ideal for the Last-In, First-Out (LIFO) inventory management system, making it perfect for bulk storage of homogeneous products.
- Protective Features: Bright yellow floor-level guide rails prevent accidental forklift collisions and protect the primary load-bearing frames.
- Custom Sizing: Fully scalable and customizable dimensions, fabricated entirely as per your specific requirement and spatial layout.

Description
Revolutionize your commercial warehouse capacity with the highly efficient High-Density Drive-In Pallet Racking System for Forklifts, masterfully manufactured by Gujrat Steel. When it comes to industrial space optimization and large-scale logistics, Gujrat Steel is a leading pioneer, proudly designing and fabricating these state-of-the-art, heavy-duty storage systems right here in Pakistan. We guarantee premium engineering, robust structural integrity, and high-grade materials in every single project. Catering to large-scale distribution centers, cold storage facilities, and heavy manufacturing plants, we proudly sell and deliver our advanced industrial racking solutions all across Pakistan.
This specific drive-in pallet racking system is explicitly engineered to multiply your existing storage density by significantly reducing the floor space wasted on conventional forklift aisles. It creates continuous, deep storage lanes that allow standard material handling equipment to drive directly inside to deposit or retrieve heavy pallets. This configuration operates primarily on a Last-In, First-Out (LIFO) inventory management principle, making it the absolute best choice for storing large quantities of uniform, homogeneous products or materials with a long shelf life.
Visually and structurally, this system is designed for maximum operational safety and heavy-duty durability. It features towering blue upright frames heavily reinforced with continuous silver diagonal cross-bracing. To further ensure a safe operational environment, the system incorporates bright yellow top ties and floor guide rails. These yellow floor rails safely guide the forklift straight into the dense lanes, actively protecting the load-bearing frames from accidental equipment impacts. Since large-scale industrial storage needs vary greatly, Gujrat Steel provides complete flexibility; the overall size, depth, and height of this racking system are manufactured entirely as per your specific requirement!